我廠位于魯西南地區,速生楊資源豐富,所以速生楊作為我廠生產中密度板的主要原料但是,用楊木制造中密度板存在著強度低表面不光滑和尺寸穩定性差等缺陷,為此,我廠加強了制板工藝和膠粘劑的研究。
1脲醛樹脂膠的制作
我們采用傳統的脲醛樹脂膠的制作工藝,在縮聚反應結束后,加入改性劑M,加入改性劑能使中密度板的硬度增加,防水性能較妊
配方:摩爾比:F/u=1.2:1
制作工藝:首先把甲醛加入反應釜,加兩種催化劑,把pH值調到8.5-8.9,然后升溫到40℃,加批尿素,升溫90度到92度,保溫45min,加酸調pH值為48-5.2,半小時后測粘度。當粘度達到要求后,立即用NaOH溶液調pH值為8.5-9.0,然后加入改性劑M,保溫15min后,加第二批尿素,再保溫lOmin后。開冷卻水降溫,降至40℃后放膠。在20C存放24h使用。
固體含量(%):48±2
粘度(S,涂4杯,20℃):14”-16”
pH值:7.0一7.2
游離醛(%):<0.5
存放期(20℃):>60天
2纖維分離
把楊木枝椏材制成大小均勻,長20-30mm。寬15-25mm,厚3-5mm的木片,經水洗后把木片中的泥沙除凈
楊木從總體上分析呈堿性,楊木芯材尤其嚴重但是我們使用的脲醛膠屬酸性固化樹脂,這樣脲醛樹脂在固化時,不易形成網狀交聯結構。脲醛樹脂在制作過程中加入改性劑M后,它不但有較好的滲透性和較低的熱塑溫度,固化時對pH值要求不那么嚴格。
木片用螺旋推進器進入蒸煮罐后。適當延長蒸煮時間,可大大降低木片的pH值,當蒸煮溫度180C,木片蒸煮6min時,pH值下降到4.4左右。施蠟按干纖維的1.2%,用M改性后脲醛樹脂按干纖維的6~7%施膠,不加改性劑的可按干纖維的8-10%施膠,干燥時。把出口纖維的含水率控制在6%左右,由于楊木纖維吸濕性較強,尤其在夏季,存放3h后,含水率回升到1%左右。
3鋪裝、預壓
由于楊木密度低,鋪裝完的板坯較為蓬松。所以適當加大預壓力。排出板坯中的空氣。壓縮比一般控制在l/3右較好。
4熱壓
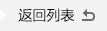
熱壓是決定板子性能的重要工序,為了提高板面的平滑度,即加大板子斷面密度的梯度,在熱壓前期。我們采取在板坯表面噴灑硬化劑溶液(硬化劑由硫酸鹽和脂肪酸等物合成)縮短閉合時間,一般控制在8-10s閉合中纖板的斷面密度如圖1所示。
| 密度(g/Cm3) | 0.76 |
| 靜曲強度(M Pa) | 73.3 |
| 內結合強度(M Pa) | 1.66 |
| 彎曲彈性模量(M Pa) | 5384 |
| 吸水厚度膨脹率(%) | 3.2 |
| 甲醛釋放量(mg/lOOg) | 7.8 |
結論:試驗結果證明,使用經改性劑M改性后的脲醛樹脂膠和板坯表面噴灑硬化劑溶液,可大大減少預固化層的厚度。能使板的表面堅硬,有良好的加工性能,以后用來制作家具時,油漆比一般板材用量少。

